






Hoje, discutiremos como escolher a espessura e projetar as aberturas ao usar estênceis SMT.
Seleção de espessura do estêncil SMT e design de abertura
Controlar a quantidade de pasta de solda durante o processo de impressão SMT é um dos fatores críticos no controle de qualidade do processo SMT. A quantidade de pasta de solda está diretamente relacionada à espessura do molde do estêncil e ao formato e tamanho das aberturas (a velocidade do rodo e a pressão aplicada também têm certo impacto); a espessura do modelo determina a espessura do padrão da pasta de solda (que são essencialmente os mesmos). Portanto, após selecionar a espessura do modelo, você pode compensar os diferentes requisitos de pasta de solda de vários componentes, modificando adequadamente o tamanho da abertura.
A escolha da espessura do gabarito deve ser determinada com base na densidade de montagem da placa de circuito impresso, no tamanho dos componentes e no espaçamento entre os pinos (ou bolas de solda). De modo geral, componentes com almofadas e espaçamentos maiores requerem mais pasta de solda e, portanto, um gabarito mais espesso; por outro lado, componentes com almofadas menores e espaçamento mais estreito (como QFPs e CSPs de passo estreito) requerem menos pasta de solda e, portanto, um modelo mais fino.
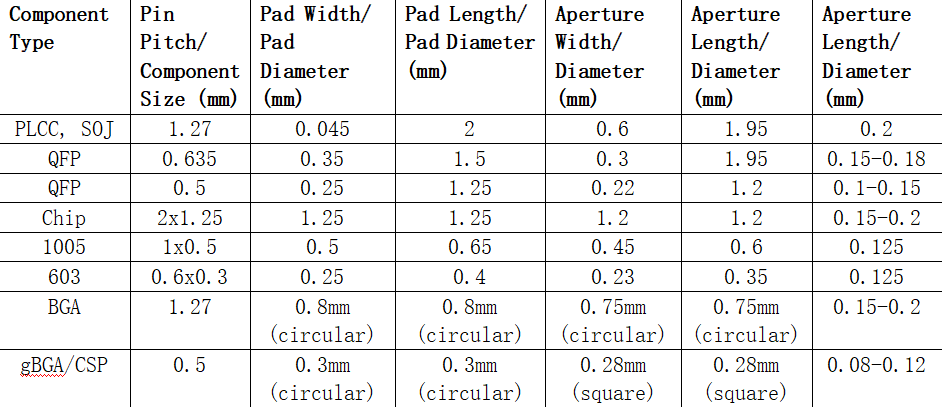
A experiência mostrou que a quantidade de pasta de solda nas almofadas de componentes SMT em geral deve ser garantida em torno de 0,8mg/mm ² , e cerca de 0,5 mg/mm ² para componentes de passo estreito. Muito pode facilmente levar a problemas como consumo excessivo de solda e pontes de solda, enquanto muito pouco pode levar a consumo insuficiente de solda e resistência de soldagem inadequada. A tabela mostrada na capa fornece soluções de design de modelo de abertura e estêncil correspondentes para diferentes componentes, que podem ser usadas como referência para design.
Aprenderemos outros conhecimentos sobre o estêncil PCB SMT na próxima novidade.


